
PIPE MILL LINE - ENTRY SECTION
- Forming
- Welding
- Sizing
- Cut Off












FORMING SECTION
Coils are continuously formed into open seam tubular shape before welding. In-house roll tooling design with COPRA Roll Form Software and experienced design engineer ensures optimum forming pass with smooth material flow throughout the forming process. It is important to ensure coil edges are evenly formed to ensure accurate weld seam presentation at weld rolls.
Forming section consists of entry side guide, flattener, breakdown section, cluster rolls and fin pass section. Mill stand constructions are heavy-duty and precision-machined to ensure mill accuracy and reliability.
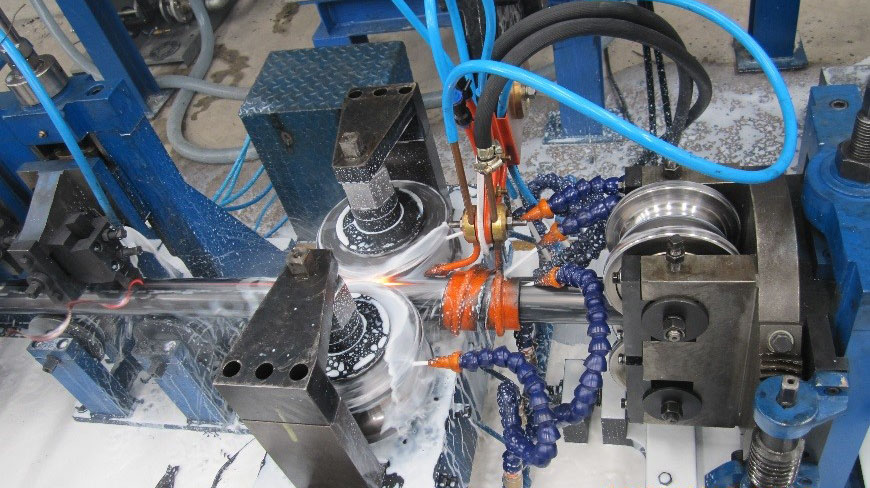
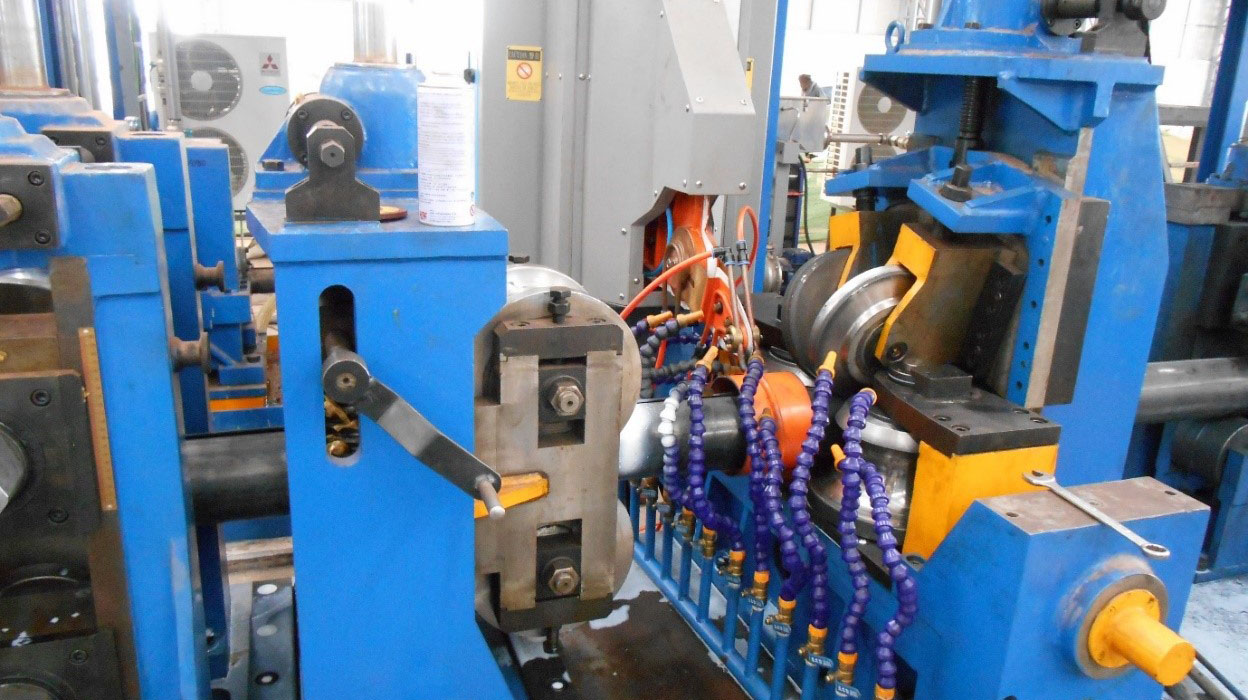
WELDING SECTION
Weld section consists of seam guide stand, squeeze roll stand, bead scarfing, seam ironer, cooling tank and optional internal bead scarfing. Where necessary, a de-twisting stand can be installed between the cooling tanks which allow seam adjustment before sizing, especially for square and rectangular tubes.
Squeeze roll stand constructions are heavy duty and precision-machined to withstand the heavy separating force at weld area, yet with high precision for even the finest adjustments.
The proper welding section set-up and arrangement in relation to induction welding are important to ensure effective and efficient welding operation. Squeeze roll diameter, seam guide, welding coil, impeder and impeder cooling affects the rapid heating of the strip edge to be welded, specifically critical for small tube induction welding below diameter 12.7 mm.
SIZING SECTION
Welded pipe passes through the sizing section to uniformly reduce the OD and perfect its roundness to the required tolerance. For square and rectangular pipe, sizing stands gradually shape the tube to the required shape and tolerance.
Sizing section consists of driven sizing stand, side roll stand and turk head. For smaller tube, additional straightener is provided to reduce the material stress to ensure final product straightness. Both driven sizing stand and side roll stand are of similar design and made of heavy-duty construction similar to forming stand.
The final pass will be the turk head which controls the final shape, tolerance and straightness of the pipe before cut-off.
CUTOFF SECTION
After sizing, the tube is cut to the required length. Various cut-off systems are available depending on mill speed, cut length, tube size and cutting quality.
Flying saw is the most common and suitable for a wide range of profiles and sizes. It consists of a saw carriage and carriage drive system.
Saw carriage is made up of saw, motor, cutting hydraulic and pipe clamp assembly mounted onto a steel fabricated carriage which travels with pipe during the cutting process. Both the saw and carriage drive are made of heavy-duty precision machine to ensure rigidity and reliability for continuous operation.
